CTU FILTERS FOR HORECO
Filters for commercial kitchens. Make the best coffee, wash dishes without lime stains or make the clearest ice cubes with a CTU filter.
There can be many reasons why we want to treat our water.
Based on the water quality desired by the customer and depending on the water source (surface water, groundwater, seawater, tap water) available on site, we put together the solution that can give the desired result. The solution may consist of a single process, e.g. softening if we only want to remove the limescale, or a composite solution that includes several steps from pre-treatment to post-treatment.
Our many years of experience and know-how in water treatment enable us to put together technologies that allow us to adapt to our customers' wishes and needs.
See also more about water treatment for:
Call us +45 48 13 44 00 and find out how we can help.

Area Sales Manager Funen & Jutland
When we say water treatment, we mean the processes we use to deliver the water quality you demand. Our water treatment programme is very comprehensive and includes:
Filters for commercial kitchens. Make the best coffee, wash dishes without lime stains or make the clearest ice cubes with a CTU filter.
UniLog is wireless and communicates with a receiver. All temperatures in the system are sent to the cloud where they are monitored by Guldager A/S.
MR and MXA are a range of manual and automatic backwash filters
Portable RO system without the need for pre-treatment - recovery at least 50%.
Fully automated system for large industrial applications. The big brother of GENO-OSMO-X with horizontal 8" membranes and desalinated water in large volumes.
Perfect for smaller technical installations where efficiency and reduction of salts in the water is of great importance.
Perfect for smaller technical installations where efficiency and reduction of salts in the water is of great importance.
Unifill Gold removes bad odors and unwanted tastes in the water, reduces any chlorine compounds and filters down to 0.1 microns.
Profine® ZERO professional is the ideal reverse osmosis system when smaller quantities of very pure water are needed. Performance up to 24 l/h. Up to 3 liters in the first minute.
chloriDOS® iOX® is a dosing system that combats Legionella in waterborne systems.
Electrolysis-based disinfection system for continuous prevention of Legionella in hot water installations - using only salt, water and electricity.
Reusable filters using the brand new Purity technology, providing optimal water quality and high product safety. Up to 6 m³ per bottle.
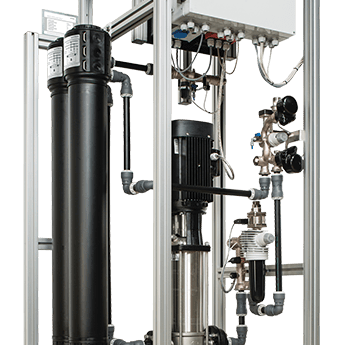
The UniRo 401 series has been specially developed for the catering and industrial sectors. The system is designed specifically for glass and service dishwashers, but can also be installed elsewhere with great advantage.
UniRo 150-450 C cabinet system for perfect dishwashing. From 150-450 ltr./h with a tank from 35-80 ltr.
For pre-filtration before further water treatment. For continuous cleaning of e.g. cooling tower sumps
A mixed bed filter polishes demineralised water from, for example, an EDI plant, removing the last minerals and salts from the water.
Guldager offers a full range of chemicals and dosing equipment for the industry. Cooling towers, heating systems, hot water and steam systems, etc. Specialists in total solution agreements; also with short terms.
Efficient, high-quality long-life glycols for most systems over a wide temperature range.
Dynamic flow control valve for domestic hot water specially designed for flow control.
Filters that can be placed directly on a showerhead, faucet or tap if legionella is detected.
Use our chat function on this page or contact us on +45 48 13 44 00 if you have any questions or would like a visit from our consultants.
Our service centre is also in contact with our service vans if you need service for your installation or emergency assistance.